


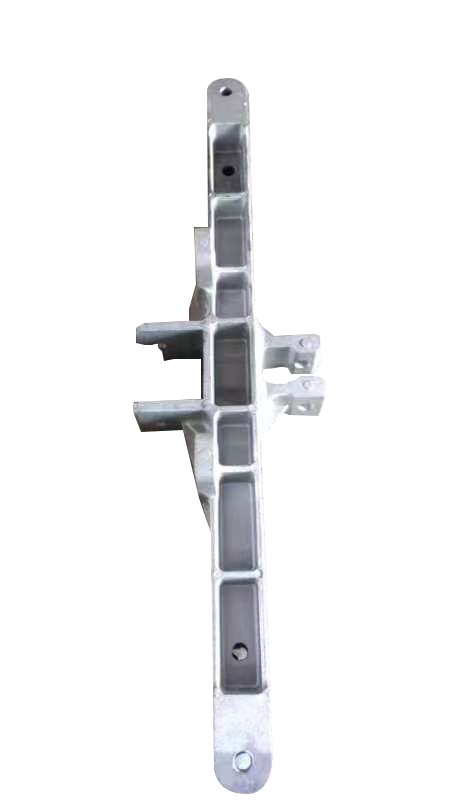
澆鑄鋁件
澆鑄鋁件是先将鋁放(fàng)入石墨坩埚中(zhōng),設備*是中(zhōng)頻(pín)感應爐。等鋁熔化後,溫度升高到850度以上加入矽粉攪拌,保溫40-60,在溫度720-750度時候澆鑄到金屬模具中(zhōng)即可。
澆鑄時會有些裂紋産生(shēng)原因:
1、鑄件結構設計不合理,有尖角,璧的厚薄變化過于懸殊
2、砂型退讓性不良
3、鑄型局部過熱
4、澆鑄溫度過高
5、自鑄型中(zhōng)取出鑄件過早
6、熱處理過熱或過燒,冷卻速度過激
以上是鋁鑄件生(shēng)産時産生(shēng)裂紋原因,那如何讓生(shēng)産工(gōng)人或者技術人員(yuán)防止:
1、改進鑄件結構設計,避免尖角,壁厚度求均勻,圓滑過渡
2、采取增大(dà)砂型退讓性的措施
3、保證鑄件各部分(fēn)同時凝固或順序凝固,改進澆鑄系統設計
4、适當降低澆鑄溫度
5、控制鑄型冷卻出型時間
6、壓鑄件變形時采用熱校正法。
7、正确控制熱處理溫度,降低淬火(huǒ)冷卻速度。
鑄造鋁合金具有一(yī)些其他鑄件無法比拟的優勢,如美觀、質量輕、耐腐蝕等優勢,使它廣受用戶的青睐,特别是在汽車(chē)輕量化以來,鑄造鋁合金鑄件在汽車(chē)工(gōng)業中(zhōng) 了廣泛的應用。
鑄造鋁合金的密度比鑄鐵和鑄鋼小(xiǎo),而比強度則較高。因此在承受同樣載荷條件下(xià)采用鋁合金鑄件,可以減輕結構的重量,故在航空工(gōng)業及動力機械和運輸機械制造中(zhōng),鋁合金鑄件 廣泛的應用。鋁合金有良好的表面光澤,在大(dà)氣及淡水中(zhōng)具有良好的耐腐蝕性,故在民用器皿制造中(zhōng),具有廣泛的用途。純鋁在硝酸及醋酸等氧化性酸類介質中(zhōng)具有良好的耐蝕性,因而鋁鑄件在化學工(gōng)業中(zhōng)也有 的用途。純鋁及鋁合金有良好的導熱性能,放(fàng)在化工(gōng)生(shēng)産中(zhōng)使用的熱交換裝置,以及動力機械上要求具有良好導熱性能的零件,如内燃機的汽缸蓋和活塞等,也适于用鋁合金來制造。








-
踏實的團隊精神
Practical team spirit
-
科學的管理經驗
Scientific management experience
-
專業的技術實力
Professional technical strength
-
周到的服務水平
Thoughtful service level




Copyright © 2021 霸州市廣茂冷彎機械廠 版權所有
技術支持:中(zhōng)企動力 濟南(nán)